
Сварка полиэтиленовых пнд и пэ труб. Методы сварки полиэтиленовых труб
Полиэтиленовые трубы (ПНД) являются широко применяемым материалом в строительстве. Их используют для сборки напорных и безнапорных трубопроводов. Трубы отличаются эластичностью, имеют небольшой вес и легко подвергаются обработке. Все это сильно облегчает процесс монтажа трубопроводов, выполнить работу вполне можно и своими руками. Рассмотрим, как осуществляется сварка ПНД труб своими руками и какие еще способы соединения применяют при монтаже.
Полиэтиленовые трубы – это практичный современный материал, который удобно применять и в жилищном строительстве, и на производстве. Полиэтилен устойчив к воздействию различных сред, поэтому этот вид труб рекомендуется применять для сооружения трубопроводов самого разного назначения.
Кроме того, ПНД трубы популярны еще и потому, что их монтажом может заниматься и неспециалист. Рассмотрим, как можно сваривать трубы ПНД своими руками.
Методы соединений ПНД труб
При строительстве трубопроводов используют два типа соединений:
- Разъемные (раструбные или фланцевые).
- Неразъемные (сварные).
Выбор типа соединения осуществляется с учетом условий эксплуатации будущего трубопровода. Так, если строится магистраль, в которой среда будет транспортироваться под давлением, то, чаще всего, используют сварку труб встык или электромуфтовую сварку ПНД труб.
Эти методы позволяют получить надежное соединение ПНД труб. При сборке трубопроводов, в которых жидкость перемещается самотеком, чаще применяют разъемные соединения, так как осуществить их проще.
Неразъемные соединения ПНД труб
Для выполнения прочного и надежного соединения отдельных деталей трубопровода применяется сварка труб ПНД своими руками. Как правило, используется один из двух возможных методов сварки:
- Соединение встык.
- Соединение при помощи электромуфты.
Сварка встык
Стыковая сварка ПНД труб используется для соединения элементов, имеющих диаметр от 50 мм и выше. Для выполнения работы понадобится специальный аппарат стыковой сварки.

Принцип соединения заключается в нагреве торцов труб и их соединении под давлением. Расплавленный пластик при этом образует монолитное соединение, которое по прочности не уступает цельной трубе.
Рассмотрим, как осуществляется стыковая сварка труб ПНД. Для осуществления процесса концы труб должны быть жестко закреплены в фиксаторах аппарата. Затем к торцам подводится нагревающая плита.
После того как пластик разогреется до температуры плавления, нагревательную плиту убирают, а трубы прижимают друг к другу под определенным давлением. После остывания шва, фиксаторы снимают и трубы извлекают из аппарата. Особенности процесса:
- Описанный способ можно использовать для соединения фитингов и труб одного диаметра.
- Метод подходит для труб и фитингов с толщиной стенки не меньше пяти миллиметров.
- Производить диффузную сварку можно только в том случае, если температура окружающей среды не ниже +15;
- Сварка труб из полимера является экономичным процессом, так как у станка для сварки ПНД труб низкая степень энергопотребления по сравнению со сварочным аппаратом, используемым для сварки стальных труб.
Совет! Аппарат для сварки можно приобрести в строительном магазине или же взять напрокат. Многие монтажные фирмы сдают такой станок в аренду на необходимый срок.
Электромуфтовый способ сварки
Соединения, выполненные с использованием элетромуфт, позволяет строить трубопроводы, способные выдерживать давление в 16 атмосфер. Однако если сравнивать сварку ПНД труб электромуфтами с описанным выше методом, то первый вариант обходится дороже.

Дело в том, что для выполнения каждого соединения необходимо специальное оборудование для сварки ПНД труб – аппарат для электромуфтовой сварки, то есть, накладные электромуфты. Процесс проходит так:
- Торцы деталей подлежащих сварке тщательно зачищают.
- Муфта электронагревателями устанавливается на стыке свариваемых деталей;
- После закрепления муфты по месту стыка, к ней подводят напряжение. В результате происходит расплавление торцов труб и самой муфты, а после остывания образуется монолитное соединение. Муфта остается надетой поверх сваренных труб.
Совет! Очень важно, чтобы до конца сварочных работ и в процессе остывания отрезки трубы с установленной муфтой были неподвижно закреплены, оставаясь на протяжении всего цикла неподвижными.
Как правило, эта технология сварки ПНД труб применяется в тех случаях, когда нужно выполнить несколько соединений. Например, если осуществляется врезка дополнительной ветки в существующий трубопровод. Если же нужно производить сварку большого количества стыков, то выгоднее применять стыковую сварку.
Разъемные соединения ПНД труб
Неразъемное соединение труб ПВХ и ПНД не столь надежно, чем сварное, но этот способ имеет свои преимущества. Среди них:
- Экономичность. Для выполнения работы не придется покупать специальные инструменты и оборудование.

- Универсальность. Выполнить разъемное соединение можно и там, где проведение сварки недоступно, например, под водой.
- Быстрота монтажа. Этот способ позволяет собирать трубопровод максимально быстро.
Сегодня используется два способа выполнить разъемное соединение:
- Устройство раструбного соединения с использованием резиновых эластичных уплотнителей.
- Выполнить фитинговое или фланцевое соединение, применяя специальные монтажные элементы.
Совет! Раструбные соединения менее надежны, поэтому их, как правило, используют при монтаже безнапорных трубопроводов, например, при устройстве самотечной канализации. Фланцевое соединение по степени надежности практически не уступает сварке пластиковых труб, поэтому его можно использовать и при сборке водопроводных сетей.
Использование соединительных муфт
Используя такое соединение труб ПНД фитингами, получают весьма надежные соединения. Вот основные преимущества метода:
- Простота.
- Дешевизна (соединительные полиэтиленовые муфты стоят недорого).
- Стойкость к механическим и термическим воздействиям (перепадам температур).
- Универсальность. Муфты соединительные можно использовать для сборки трубопроводов разного назначения.
Совет! Производители выпускают соединительные муфты для стыковки элементов и одинаковых, и разных диаметров. Если необходимо выполнить соединение ПНД труб с металлическими, то применяют специальные переходные муфты.
Использование компрессионных фитингов
Установка компрессионных фитингов проходит так:

- Фитинг разбирают, открутив от него накидную гайку.
- Торцы труб зачищают и обрабатывают фаскоснимателем.
- Ставят отметку на трубе, показывающую глубину ее вхождения в фитинг.
- Для облегчения введения трубы ее конец смазывают жидким мылом, но все равно, при введении будет ощущаться сопротивление, создаваемое уплотнителем из резины.
- Накидная гайка затягивается. Сначала вручную, затем при помощи ключа. Но важно не слишком усердствовать, чтобы не перетянуть гайку.
Итак, монтаж трубопровода из полиэтиленовых труб можно осуществить самостоятельно, не прибегая к услугам специалистов. Новичкам в монтажном деле стоит увидеть, как осуществляется соединение труб ПНД – видео с подробным описанием процесса можно найти на сайтах ремонтно-строительной тематики.
16 Декабрь 2015 Алексей
Изобретение полимеров значительно упростило процессы, связанные с прокладкой трубопроводов. Изготовленные из них изделия отличаются высокой пластичностью, прочностью и имеют небольшой вес.
Но особую популярность среди разнообразных видов этого материала получил полиэтилен низкого давления. Из него выпускают самый широкий ассортимент труб.
Они используются для транспортировки различных сред и пользуются большим спросом у профессионалов и населения. Широкое распространение такие изделия получили не только благодаря своим техническим характеристикам, но и несложному монтажу. Сварка труб своими руками по силам любому человеку. Она предельно проста и не требует наличия сложного специального оборудования.
Особенности труб и сфера их применения
Для изготовления этого сантехнического изделия используется плотный полиэтилен. Поэтому трубы из него отличаются высокой прочностью и гибкостью. Имея небольшой вес они просты в монтаже, транспортировке, не требуя специальной техники для выполнения погрузочно-разгрузочных работ. Обслуживание таких труб одно из самых простых.
Благодаря своим превосходным техническим характеристикам эти изделия получили широкое распространение в самых различных сферах деятельности человека.
Наиболее часто они применяются:
- В системах систем канализации;
- Водопровода;
- Электросетей.
Но кроме этого трубы ПНД актуальны и в сельском хозяйстве, а также при сооружении скважин. Ограничение в применении касается только систем отопления и горячего водоснабжения, так как изделия из полиэтилена размягчаются при 80°C.
Различные способы соединения
Простой монтаж полиэтиленовых изделий – это и есть основная причина их популярности. Причем трубы ПНД могут соединяться двумя основными способами:
- Неразъемным;
- Разъемным.
Первый из них предполагает использование сварочного аппарата для ПНД труб и используется на участках с высоким давлением, он подходит для изделий с диаметром от 50 мм. Второй – осуществляется при помощи соединительных деталей. Но наилучший результат все же дает неразъемный способ. Швы, полученные в процессе сварки ПНД труб, считаются самыми прочными и абсолютно герметичными.

Различают два вида таких работ:
- Стыковую;
- Электромуфтовую.
Каждый из них может быть выполнен самостоятельно без привлечения специалистов. Рассмотрим особенности каждого из них и какие инструменты для этого понадобятся.
Сварка встык своими руками
Этот способ осуществляется с использованием специального аппарата для сварки трубопровода. Сам процесс заключается в следующем. Торцы элементов очищают от загрязнений и протирают обезжиривающим составом. Потом они нагреваются специальным ТЭНом до вязкого состояния и соединяются под давлением. После этого шов должен остыть естественным путем и только затем можно приступать к эксплуатации трубопровода.
Однако при выполнении стыковой сварки следует следить за такими параметрами, как:
- Время нагревания;
- Высота оплавления торцов;
- Давление на соединяемые поверхности;
- Температура.
При соблюдении всех рекомендуемых параметров шов должен получиться ровным с одинаковым выступом по всей поверхности. Стыковое сварочное соединение считается основным способом создания трубопровода из полиэтиленовых комплектующих.
Сварка электромуфтовым методом
Этот способ заключается в использовании фасонной муфты из полиэтилена. Внутри нее находятся электрические спирали, по которым проходит ток, приводящий к разогреву детали до необходимой температуры.
Перед началом выполнения электромуфтовой сварки ПНД труб торцы изделий также должны быть тщательно очищены и обезжирены. Такая технология наиболее часто применяется при создании врезок в существующую систему, при ремонте отводов и в других случаях.
Особенностью этого метода является необходимость неподвижности элементов в процессе его выполнения и до момента остывания.
Необходимое оборудование для соедимнения
Выполнение каждого из методов соединения требует наличия определенного инструмента:
- Паяльника;
- Фасонные детали с электроспиралями.
Выбирая паяльник для сварки следует помнить, что они подразделяются в зависимости от формы рабочего органа на:
- Стержневые;
- Мечевидные.
Приборы первого типа обычно используются для сварки труб встык в труднодоступных местах. Независимо от того какой из паяльников будет выбран необходимо учитывать и его мощность. Этот параметр подбирается следующим образом. Диаметр трубы в мм умножают на 10. Если предполагается соединение элементов диаметром в 50 мм, то следует приобретать паяльник мощностью в 500 Вт.
Современное оборудование для сварки ПНД труб сложно представить без электронной начинки. Имеется она и в паяльниках. Большинство моделей оснащены электронной регулировкой, позволяющей точно устанавливать температуру нагрева.
Для сварки ПНД труб также потребуются насадки к паяльнику. Они выпускаются с двумя видами покрытия:
- Тефлоновым;
- Металлизированным.
Причем последнее отличается наиболее высокими прочностными характеристиками. Выбирая инструмент для выполнения сварки ПНД труб своими руками нужно помнить, что качественный шов можно получить только при использовании качественного оборудования.
Разъемное соединение и фитинги для него
Монтаж труб с использованием муфт не всегда отличается высокой надежностью, но все же используется довольно часто.
Такой способ имеет свои преимущества:
- Во-первых, для его выполнения не требуются специальные инструменты, может потребоваться только гаечный ключ и то при работе с тубами большого диаметра.
- Во-вторых, разъемное соединение может быть выполнено в местах, где сварка невозможна, например, под водой.
- В-третьих, этот способ рассчитан на быструю сборку трубопровода.
Для такого соединения могут использоваться латунные или фитинги ПНД сварные компрессионного типа в комплекте с заглушками и гибкими уплотнителями. Процесс подготовки аналогичен выполняемому при сварке.
Разрезав трубу на отрезки необходимой длины их торцы очищают от грязи. Единственное условие они должны быть строго перпендикулярны корпусу.
Следующий шаг – то подготовка фитинга. Для этого отворачивается накидная гайка на несколько оборотов и в уплотнитель с усилием вставляется труба. Далее надевается цанга с эластичным кольцом и затягивается гайка.
Существует два способа выполнения разъемного соединения:
- Раструбное, с использованием резиновых уплотнителей;
- Фланцевое при помощи монтажных элементов.
Монтаж труб с соединительными муфтами
Этот метод весьма надежный, а кроме того, он выполняется просто и не требует больших финансовых затрат. Сварные муфты ПНД выполняются из полиэтилена, поэтому имеют невысокую стоимость, но в то же время устойчивы к механическим воздействиям и перепадам температур.
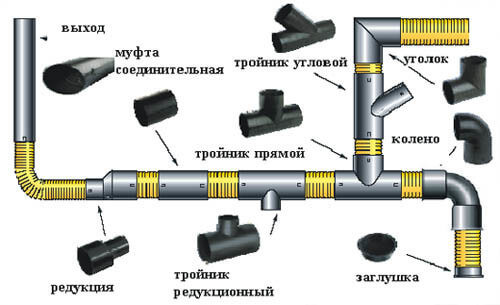
Различные схемы соединения и виды фитингов
Еще одним плюсом использования таких соединительных элементов является их универсальность. Они могут применяться для сборки различных трубопроводов. Кроме того, для монтажа ПНД и металлических труб выпускаются специальные переходные муфты.
Каких ошибок следует избегать
Чтобы выполнить монтаж ПНД труб самостоятельно нужно иметь элементарные познания в сантехнике. Это поможет избежать ошибок при сборке. Одним из самых важных моментов является линейное расширение трубопровода. Без его выполнения в трубах возникает высокое напряжение, приводящее к уменьшению длительности эксплуатации системы.
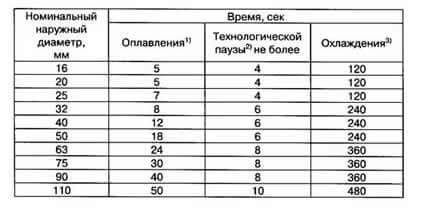
Таблица технологической паузы
Если предполагается скрытая прокладка, то прежде, чем приступать к цементированию, необходимо увернуть трубы в изоляционный материл. Точно также поступают и при прокладке водопроводной системы, что позволяет избежать образования конденсата на поверхности. Выполняя сварку ПНД труб, нужно соблюдать определенные правила. Одним из них является умеренное затягивание переходников, чтобы избежать нарушения целостности системы.
Еще одним важным моментом является правильный расчет расстояния между креплениями. Если оно будет очень велико, то со временем произойдет провисание трубопровода, что негативно скажется на сроке службы.
Учитывая все перечисленные выше нюансы можно выполнить монтаж ПНД труб своими руками, не прибегая к услугам специалистов.
Полиэтиленовые трубы для устройства системы водопровода используются все чаще благодаря свойствам материала. Основными характеристиками полиэтилена являются пластичность, прочность, устойчивость к агрессивным средам (для туб из полиэтилена низкого давления ПНД) и инертность к перепадам температур. Именно поэтому напорные полиэтиленовые элементы пригодны для монтажа наружной части системы водоснабжения или газопровода частного дома. А для соединения магистрали в единое целое используется сварка полиэтиленовых труб.
Как выполняется соединение трубных элементов из ПЭ (полиэтилена) своими руками, разбираем в материале ниже.
Типы соединений труб из ПЭ
Полиэтиленовые трубы можно соединять в единую магистраль при помощи разных способов. При этом каждый из них пригоден для конкретных условий.
- Так, стыковка туб из ПНД при помощи фитингов и муфт (раструбная сварка) используется в основном для устройства внутренней части системы водопровода в доме.
- Монтаж трубопровода своими руками с помощью стыковой сварки . Этот способ используется для монтажа протяженного участка коммуникации наружного назначения. При этом трубы можно укладывать и по поверхности грунта, и в траншею с последующим закрытием их грунтом.
- Электромуфтовая сварка . Этот способ соединения туб из ПНД производят с помощью специальных пластиковых муфт со встроенными в них спиральными элементами, которые нагреваются в результате подачи тока к ней.
Рассмотрим подробнее каждый из способов.

Полиэтиленовые трубы можно сваривать при помощи специального оборудования, именуемого паяльником. При этом существует ряд определенных правил, которые позволят сделать соединение элементов ровным, качественным и герметичным.
Требования выглядят следующим образом:
- Перед выполнением работ стоит изучить характеристики ПНД для каждой трубы и убедиться из сертификатов об их соответствии. В противном случае тубы просто не состыкуются в единую герметичную конструкцию.
- Внутренний просвет туб (диаметр) должен быть идентичным у каждого отреза, предназначенного для монтажа коммуникации.
- Концы труб из ПЭ перед сваркой своими руками необходимо очистить от пыли и грязи, а также обезжирить.
- Процедуру сварки нужно выполнять только в сухом прогреваемом помещении, в котором исключены сквозняки и повышенная влажность.
- После стыкования двух элементов из ПЭ следует избегать любой подвижности магистрали до полного остывания трубопровода, чтобы не допустить нарушения просвета коммуникации.
- К тому же стоит укрывать сварочный шов от прямого попадания солнечных лучей.
Важно: концы туб, с противоположной стороны от свариваемых, следует надежно закрывать для предотвращения попадания в просвет холодного воздуха. Низкая температура способна нарушить технологию сварки труб из ПНД.
Сварка в раструб (муфтовая)

Соединение труб с помощью муфт и фитингов показано для труб из ПНД диаметром до 63 мм. Для этих целей используют ручной бытовой паяльник (сварочный аппарат). Тубы ПЭ большего диаметра сваривают с помощью механического аппарата промышленного.
Важно: перед выполнением раструбной сварки необходимо запастись нужным количеством фитингов плюс небольшой запас на случай брака в работе.
Для проведения раструбной сварки кроме паяльника нужно подготовить труборез и рулетку.
Работу по сварке ПНД туб выполняют таким образом:
- Сварочный аппарат устанавливают на платформу и надёжно закрепляют его. На нагревательную поверхность крепят насадки нужного диаметра при помощи специального ключа. Сварочный аппарат устанавливают на нужную температуру. Для труб из ПЭ (полиэтилена) она должна быть 220-230 градусов.
- Подготовленные к сварке детали надевают на насадки и удерживают до качественного прогревания пластика. Как правило, это 5-7 секунд.
- После того как детали прогрелись, необходимо не спеша, но до упора соединить два элемента и удерживать их в таком состоянии не менее 10 секунд, чтобы фитинг и труба не изменили своего сваренного положения.
- После таких манипуляций внутренний просвет трубы остаётся гладки и герметичным, а полимер, обработанный сварочным аппаратом, образует единое целое.
Важно: следует избегать чрезмерного перегрева труб. Иначе при соединении двух элементов пластик просто сложится в гармошку, что нарушит и внутренний просвет труб, и качество соединения.
Совет: после выполнения каждой процедуры сварки нужно обязательно счищать плавленый полимер с тефлоновой поверхности насадок. Иначе он будет мешать следующему процессу сварки. Причём снимать пластик нужно исключительно деревянным шпателем. Так можно сохранить тефлон целым и невредимым. Убирать пластик в холодном виде и металлическими предметами запрещено.
Стыковая сварка

Сваривать трубы ПНД своими руками можно и встык. Стыковую сварку выполняют при помощи специального оборудования с механическим или гидравлическим приводом. Такой сварочный аппарат позволит состыковать два элемента туб до полного и плотного соединения. Самыми востребованными аппаратами считаются те, которые имеют программное управление. Подобное оборудование отличается полной автоматизацией и возможностью контролировать процесс сварки без вмешательства оператора в плане физических усилий.
Перед выполнением работ своими руками следует отобрать трубы ПНД с едиными техническими характеристиками. Желательно сваривать тубы даже из одной партии. Поскольку здесь соединение полимера происходит на молекулярном уровне, то такой подход позволит сделать сварочный шов более герметичным и надежным.
Важно: для стыковой сварки пригодны тубы, толщина стенок которых не менее 5 мм, а диаметр превышает 50 мм.
Принцип стыковой сварки заключается в нагревании концов трубы на специальной пластине. После плавления ПЭ пластину между концами двух свариваемых труб убирается и происходит механическое сжатие элементов до полного перемешивания и спаивания полимера. После чего трубам нужно дать полностью остыть.
Важно: при разметке туб и их резке стоит брать во внимание техническое уменьшение длины трубы после сварки. Для того чтобы правильно высчитать коэффициент сокращения длины, можно воспользоваться данными ниже:
- Так, для труб сечением 20 мм длина плавления (глубина сварки) составит 14,5 мм;
- Элементы 25 мм - 16 мм;
- Для туб диаметром 32 мм - 18 мм;
- Для туб сечением 40 мм - 20 мм;
- Трубы с диаметром 50 мм - 23 мм.
Сварка электромуфтовая

Сварка полиэтиленовых труб электромуфтовым способом используется в том случае, если магистраль монтируется в ограниченном пространстве, где мастер не имеет возможности передвигаться свободно. Кроме того такой способ сварки применим для соединения туб с разной толщиной стенок, с различными диаметрами или для монтажа систем канализации.
Электромуфтовая сварка полиэтиленовых труб считается самой дорогостоящей, но при этом соединения, полученные таким способом, пригодны для эксплуатации при давлении 16 атм. Работа по стыковке туб таким методом выполняется с использованием специальных муфт, в конструкции которых имеется нагревательный спиральный элемент.
Сварка выполняется таким образом:
- В первую очередь подготавливают все необходимые отрезы труб с их обязательным обезжириванием и очисткой от грязи, пыли. Таким же образом обрабатывают и внутреннюю часть электромуфты. Желательно в этих целях использовать специальные салфетки, пропитанные спиртовым летучим веществом.
- Концы свариваемых труб следует освободить от производственной окиси методом механической зачистки. При этом те же концы следует ровно обрезать, чтобы соединение было максимально плотным и предотвращало протекание пластика вовнутрь туб.
- Трубы помещают в позиционер и надевают на стык электромуфту. Концы труб с противоположной стороны магистрали на момент выполнения сварки своими руками следует закрыть, чтобы избежать теплопотерь.
- К выводам надетой электромуфты подводят электрический ток и доводят процесс до плавления ПЭ-трубы и качественного её соединения.
Важно: сваренная таким образом ПНД труба должна оставаться недвижимой до полного остывания. Иначе есть риск нарушить геометрию сварного шва.
Контролируем качество работ

Сварка полиэтиленовых труб - дело хоть и не сложное, все же требует тщательного контроля над качеством сварного шва. Поскольку полимер имеет повышенную вязкость при плавлении, то и шов может получиться не всегда ровным. Поэтому при выполнении работ следует внимательно осматривать результаты:
- Полученный сварной шов должен быть приблизительно ровным. Исключается чрезмерная впалость или выпусклость шва.
- Сам шов не должен критично смещаться относительно уровня магистрали в целом. Смещение вовнутрь (прогиб) допустимо в пределах 10% от толщины стенок свариваемой тубы. Выпуклость допускается в пределах 2,5 мм для трубы со стенками 5 мм. Для толщины стенок тубы 6-20 мм допускается толщина выпуклости в пределах 5 мм.
Соответствие этим параметрам контроля позволит получить рабочую и правильно сваренную магистраль, которая прослужит не одно десятилетие.
Сварка полиэтиленовых ПНД труб - это процесс получения неразъемного соединения посредством взаимного проникновения под давлением и последующего остывания расплавленных торцов двух полиэтиленовых элементов. Полное название этого метода - "Контактная сварка плоским нагретым инструментом встык". Название в обиходе - "Стыковая сварка ПНД труб".
Компания «ДВН-Строй» оказывает услуги по стыковой сварке следующих типов труб:
1. Сварка ПНД труб;
2. Сварка полиэтиленовых труб;
3. Сварка ПЭ труб.
Сварка труб выполняется на Omicron и Rothenberger. Диаметр труб ПНД 110, 160, 225, 315. Так же мы свариваем трубы больших диаметров 400, 500, 630 мм.

Стыковая сварка полиэтиленовых труб производится квалифицированной бригадой.
Со стоимостью услуг по стыковой сварке ПЭ труб вы можете ознакомиться в разделе
Оборудование для сварки полиэтиленовых ПЭ труб
Установка для стыковой сварки ПНД труб состоит из трёх основных элементов:
- Станина с центратором для зажима труб, в котором создается требуемое осевое усилие в торцах ПЭ труб. Привод центратора бывает механическим или гидравлическим. Первый приводится в действие вручную, второй - с помощью гидравлического агрегата.
- Электромеханический торцеватель для выравнивания торцов труб перед этапом нагревания.
- Нагревательный элемент - сварочное зеркало (в обиходе "сковорода") - это элемент, с помощью которого нагреваются и расплавляются торцы ПНД труб.
В комплект стыкового сварочного оборудования могут быть включены некоторые второстепенные вспомогательные элементы.
Все сварочное оборудование можно разделить на несколько групп:
Сварочные зеркала. Самый недорогой способ сварки ПНД труб. В виду отсутствия центратора и торцевателя не рекомендуется применять для сварки напорных трубопроводов.
Сварочные установки с механическим приводом. Это оборудование предназначается для стыковой сварки труб диаметром до 160мм и отличается оптимальным сочетанием цена/качество.
Сварочные установки с гидравлическим приводом. Данное оборудование предназначается лдя профессиональной сварки труб всех диаметров.
Элементы автоматизации и протоколирования. Предназначены для автоматизации и протоколирования соответственно сварочного процесса. Это требуется при сварке особо ответственных труб, а так же когда протоколы сварки стыков требуются в составе исполнительной документации.
Так же всё сварочное оборудование можно разделить по типу свариваемых материалов:
- для сварки труб из полипропилена (ПП трубы);
- для сварки труб из полиэтилена (ПЭ трубы);
- для сварки труб из поливинилденфторида (ПВДФ трубы);
- для сварки труб из полибутена (ПБ трубы);
Технология стыковой сварки полиэтиленовых ПНД труб
Стыковая сварка на сварочном оборудовании методом «встык» - наиболее востребованный и эффективный метод монтажа ПНД труб. Стыковая сварка выполняется в том случае, если диаметр материала более 50мм, а толщина стенки более 4мм.
Не разрешается сварка из неоднородных полимерных материалов.
Идея способа стыковой сварки ПЭ труб состоит в том, что торцы во время сварки нагреваются до состояния вязкого полиэтилена непосредственным контактом с электрическим нагревательным элементом. После этого расплавленные торцы труб соединяются гидравлическим давлением и выдерживаются некоторое время до полного остывания.
Перед процессом нагрева торцы свариваемых труб подвергаются механической очистке и обработке для удаления загрязнений.
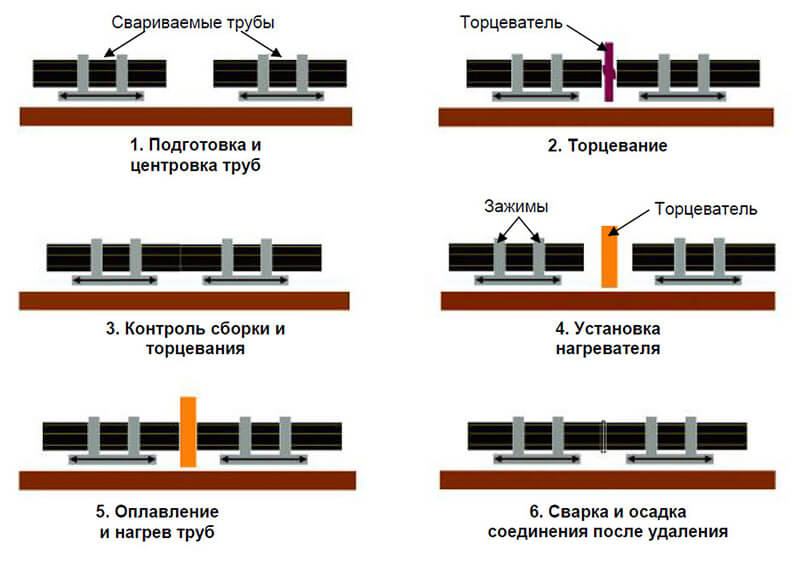
Всего существует пять этапов стыковой сварки труб:
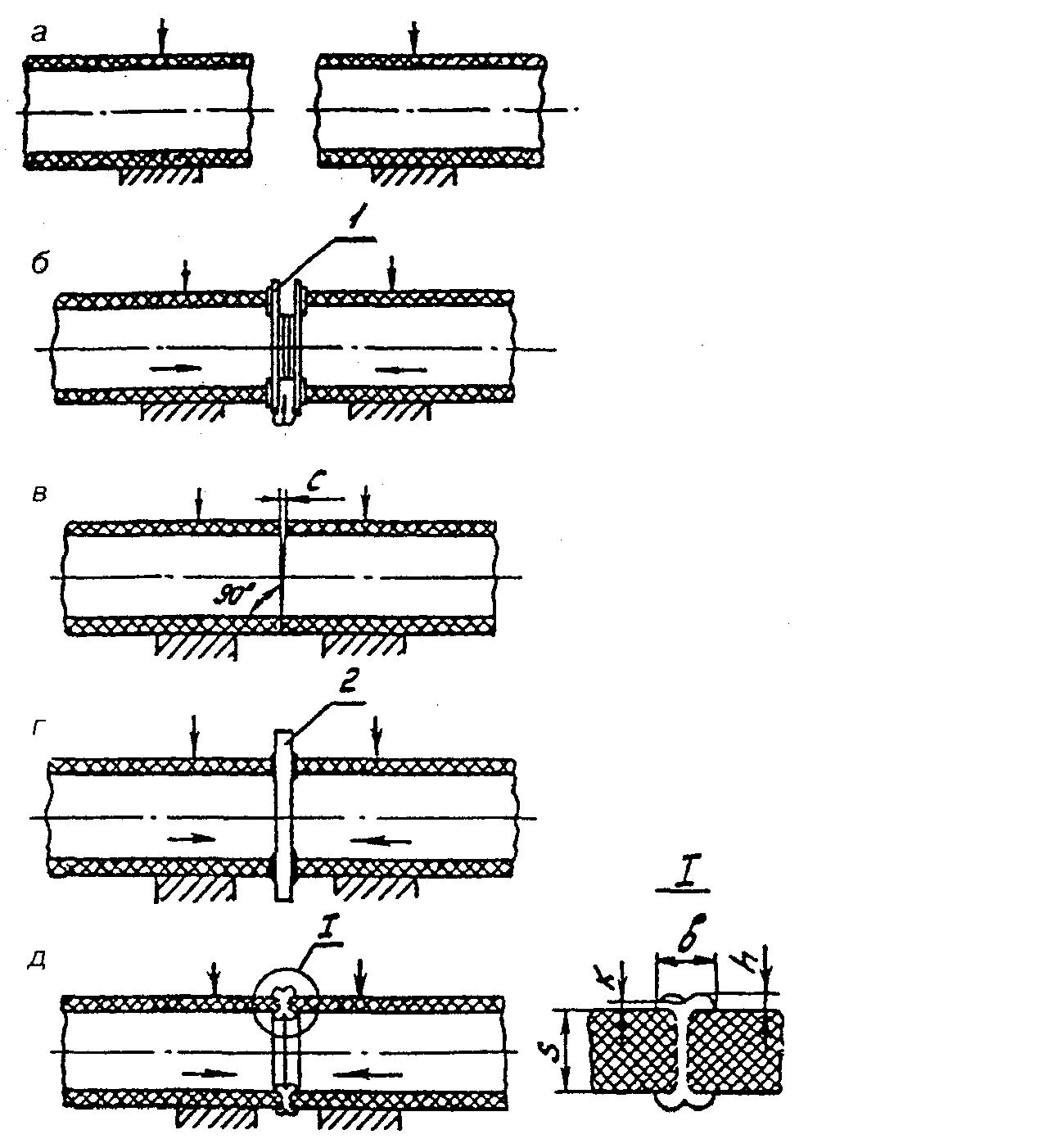
- а)Монтаж и центровка в кольцевых зажимах сварочного аппарата концов свариваемых труб;
- б)Торцевание перед сваркой специальными ножами с механическим приводом (на рис.1);
- в)Производится визуальная проверка на точность совпадения торцов, контролируется величина зазора (на рис. С);
- г)Нагреваются и оплавляются поверхности предварительно нагретым инструментом (на рис.2);
- д)Нагревательный элемент удаляется из области сварки, трубы соединяются под давлением. Происходит осадка стыка;
Во время стыковой сварки труб необходимо контролировать следующие основные параметры:
- Температура нагревательного элемента;
- Время нагрева соединяемых поверхностей;
- Величина оплавления полиэтилена (высота грата);
- Контактное давление во время нагрева и во время охлаждения;
После того, как процесс стыковой сварки труб ПНД завершен, в процессе охлаждения сварной шов достигает требуемой прочности, а так же обеспечивается однородность материала в месте соединения.
Основные правила стыковой сварки полиэтиленовых труб ПНД
Стыковая сварка ПНД труб выполняется только на твердой ровной поверхности, например из досок, либо на асфальте или железобетонном основании.
Во время сварки полиэтиленовых труб безусловно должна обеспечиваться соосность труб. Разница в осях свариваемых труб не должна превышать 10 процентов толщины стенки трубы.
Обратные торцы труб ПНД во время сварки закрываются заглушками для избежания сквозняка внутри труб, с целью поддержания заданной температуры стыковой сварки полиэтиленовых труб.
До фиксации в зажимах их торцы протираются неворсистой тряпкой изнутри и снаружи. Так же протираются зажимы центратора.