
Как спаять отопление из полипропилена схема. Выполнение соединений полимерных теплопроводов. Особенности пайки армированных труб
Приветствую вас, уважаемый читатель!
Наступила весна и близится сезон строительных и ремонтных работ. А у кого-то, бывает, что он не заканчивается и круглый год. Сегодня я хотел бы поговорить с вами о том, как можно самому, имея в наличии необходимый инструмент и небольшие навыки, своими руками спаять пластиковые трубы для отопления своего дома, квартиры или гаража.
Сегодня, этот материал являются одним из самых распространённых элементов в системах отопления, легкодоступными на рынках, а пайка труб отопления своими руками не представляет, из себя, абсолютно ничего сложного и её сможет осуществить любой человек, даже который никогда раньше с этим не сталкивался. Для этого всего лишь необходимо руководствоваться определёнными правилами и техникой и всё будет отлично! Итак, сейчас я вам всё по порядку расскажу.
Я не буду останавливаться на технических характеристиках полипропиленовых труб, их плотности и составе, но вкратце хочу привести вам примеры того какие преимущества они имеют.
Это большую прочность и долговечность. Но тут важно уделить особое значение тому, какую модель труб вы выбираете для своего отопления. Дело в том, что есть модели, которые предназначены, например, только для систем холодного водоснабжения, есть такие, которые используются для систем «тёплого пола», ну и, конечно же, такие как для подачи горячих теплоносителей в системе.
- Пластиковые трубы не подвергаются коррозийным процессам.
- Протекая по ним, вода шумит гораздо меньше.
- При соединении путём пайки отдельных элементов системы трубопроводов из полипропилена образуется надёжное и цельное соединение.
- Пайка труб осуществляется без особых усилий путём специального паяльника – простого устройства как такового и простого в обращении.
- Нет скоплений отложений на внутренних поверхностях.
- Стенки полипропиленовых труб не пропускают кислород, что в свою очередь уберегает металлические детали от появления окиси и коррозии.
- Благодаря свойству пластичности, есть возможность выполнять изгибы в требуемых местах.
- Ну и, конечно же этот материал являются экологически чистыми и их можно спокойно купить в магазинах, так как и цены приемлемые и доступные, и к тому же весят они немного.
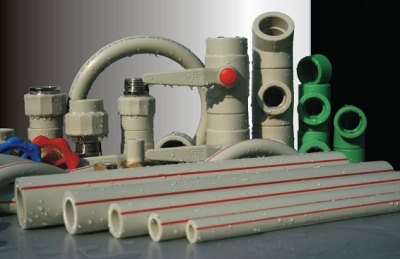
Далее давайте с вами рассмотрим, какие комплектующие части или элементы из полипропилена будут составлять систему отопления, которые будут подвержены пайке. При строительстве отопительной системы при помощи пластиковых труб будут необходимы такие соединительные элементы, которые облегчат нашу задачу, а именно: позволят направить трубы в другом направлении, развернуть их, перейти с одного диаметра на другой, сделать разветвление, перейти на резьбовое соединение и тому подобное.

Среди таких соединительных элементов можно выделить следующие:
- муфты – чтобы соединить и спаять отрезки труб равного диаметра;
- переходники – соединить и спаять отрезки разных по диаметру отрезки труб;
- муфты с наружной резьбой или внутренней – пригодятся в случае перехода на резьбовое соединение;
- отводы 450 и 900 – предназначены для поворота полипропиленовой трубы соответствующий угол;
- отводы ниппельные на 450 и 900 – употребляются при необходимости поворота на тот же градус при изменении диаметра;
- тройники — для монтажа трёх труб в один узел;
- крестовины – применяют с той же целью, но уже для четырёх;
- тройник, как с внутренней, так и с наружной резьбой – для пайки труб с резьбой с целью подключения третьей;
- разъёмные соединители — для механизма разъёмного соединения;
- втулки и заглушки – для приведения трубопровода в положение «закрыто»;
- различные хомуты (пластиковые, металлические с резиновыми вкладышами) или плитка монтажная – для закрепления труб к вертикальным поверхностям, например, стенам или конструкциям при монтаже;
- запорная арматура в виде шаровых кранов.

Теперь давайте поговорим о том, какие инструменты нам понадобятся, с помощью которых будет необходимо всё это собрать в одну единую систему.
- Ну, во-первых, это непосредственно сам паяльник или специальный «сварочный аппарат» с набором насадок, которые идут вместе с ним в комплекте, предусмотренных под разные диаметры труб.

- Далее, нам будут необходимы специальные ножницы, или так называемый резак, для нарезки трубок необходимой вам длины. Но если этого нет, то можно будет использовать, либо полотно с пилкой по металлу, либо можно использовать болгарку. Но при помощи специальных ножниц всё будет гораздо проще.

- Шейвер – это такой инструмент для удаления алюминиевой фольги, которая находится внутри армированных алюминиевой фольгой полиэтиленовых труб, если конечно вы такие используете.

- Для того чтобы непосредственно уже закрепить полипропиленовый материал на стенах вам так же понадобятся дрель и перфоратор, для сверления отверстий для держателей.
- Нужны будут маркер тонкий спиртовой или простой карандаш для разметки длины, а так же рулетка.
- Строительный уровень.
- Разводной ключ.
- Сами трубы и соединительные элементы.
Теперь, зная, что нам для всего этого процесса необходимо, и весь инструмент приготовлен, система отопления схематически у нас изображена, приступаем непосредственно к работе, которую следует выполнять последовательно этап за этапом. С помощью маркера, рулетки и специальных ножниц отмеряем и отрезаем трубу необходимых нам размеров, зачищаем край с торца, снимая фаску и все заусенцы. Затем подбираем нужный нам переходник или соединительный элемент.
Далее мы проверяем подготовленные к пайке элементы на отсутствие каких-либо дефектов. Проверяем, что труба плотно и до конца входит в соединительный элемент без люфтов и перекосов. Соединяемые поверхности нужно обработать обезжиривающей жидкостью и убедиться что эти детали абсолютно чистые и сухие.
По краю трубы маркером намечается грань входа в соединительный элемент. При этом учтите необходимость зазора примерно 1 мм, который необходим, чтобы не произошло сужение внутреннего диаметра трубы из-за вытеснения внутрь её торцевого края в процессе пайки.
За тем мы подготавливаем к работе паяльник. Подбираем пару нужных нам насадок: гильзу (применяется для нагрева и оплавления трубы), и дорн (реализует те же операции с внутренней поверхностью муфт и фитингов). Также очищаем их и обезжириваем, прикручиваем их к паяльнику. Включаем паяльник в сеть и выставляем на нём необходимую нам температуру (нагреваем его до 260-300 градусов).

Теперь, после нагревания паяльника до необходимой нам температуры он автоматически отключится термостатом. Берём полипропиленовые детали для соединения и вставляем их в насадки на несколько секунд.
Бывает, что детали трудно входят в насадки, просто проделайте их небольшое вращение по оси. Причем сначала на внутреннюю насадку надевается соединительный элемент, а лишь потом во внешнюю насадку вставляется конец трубы. Когда нагрели – извлекайте их в обратном порядке. А нужно это потому, что соединительная деталь обладает большей толщиной стенок и поэтому необходим более длительный по времени нагрев.
После необходимого прогрева детали извлекаются из насадок паяльника, плавно и ровно вставляются друг в друга до совпадения меток, которые вы предварительно нанесли маркером. При этом запомните, что во время застывания деталей, их нельзя вращать и крутить!
После окончательного соединения детали выдержите в фиксированном положении нескольких секунд. В комплекте с паяльников есть инструкция, в которой обычно имеется таблица параметров пайки, где указано время выдержки для определённых деталей.
Если вдруг что-то где-то получилось криво и с дефектами, то этот кусок трубы демонтируется и проводится новая пайка деталей. Готовым трубопроводом можно начинать пользоваться уже через час.
Как вы заметили, пайка труб из полипропилена самостоятельно вполне проста и легка, если не пренебрегать вышеизложенными рекомендациями.
Оставляйте ваши комментарии и подписывайтесь на получение новых статей.
На этом я с вами прощаюсь. Берегите себя и своих близких. До новых встреч.
При первом опыте пайки своими руками полипропиленовых труб у начинающего мастера неизбежно возникнет множество вопросов, которые поможет снять толковое видео
Когда мы беремся монтировать отопительную систему или ее фрагменты самостоятельно, перед нами встает вопрос о том, как правильным образом грамотно соединить между собой те или иные части. К примеру, две полипропиленовые (металлопластиковые) трубы. Казалось бы, не такой уж фантастической сложности задача. Но требует определенного навыка. Поэтому мастера говорят, пробуйте, тренировка так или иначе даст свои плоды. Возможно, придется на первых порах потратить не только больше времени, но и некоторое количество материала испортить. Зато придет опыт - тот самый сын ошибок трудных.
Для начала прикупите несколько муфт и уголков, можно подешевле, и трубы. Кстати, покупайте фитинги той же самой марки, какими собираетесь паять водопровод, изделия разных производителей ведут себя чуть иначе, какие-то более мягкие, какие-то, наоборот, жестче.
Какой инструмент потребуется
Для пайки полипропиленовых труб своими руками вам понадобится некоторое оборудование и инструмент:
- Специальный электросварочный аппарат для пайки труб, паечные насадки нужного диаметра, для квартирной разводки чаще всего используют диаметром 20.

Электросварочный аппарат для пайки труб
- Специальное приспособление (называемое «зачисткой»), используемое для обработки начисто полипропиленовых труб с прослойкой из металла «штаби»;
- ножовка/ножницы для резки полипропилена;
измерительные инструменты (рулетка); - Маркер (или просто карандаш).
Как паять водопровод из полипропиленовых труб
При пайке внимательнее наблюдайте за местами пайки труб и фитингов, чтобы они оставались чистыми, при попадании пыли, грязи или воды может появиться течь. Если не сразу, то впоследствии.
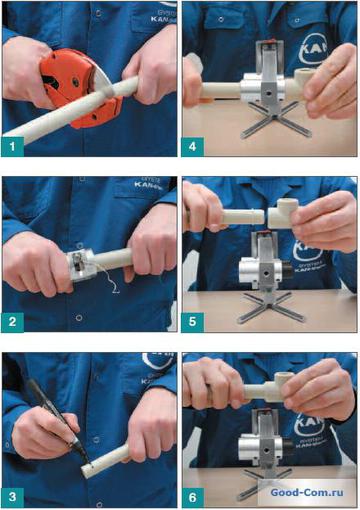
1. Отмеряем и отрезаем необходимую длину трубы. На трубе могут быть заусеницы, можно их очистить канцелярским ножиком. Если труба “штаби”, то снимаем металлизированную часть специальной зачисткой. С обработанной таким образом металлизированной трубой работаем так же, как и с полипропиленовой трубой.
2.Если паяем обычную водопроводную трубу, то желательно пока не приловчишься отмечать карандашом на трубе на какую глубину труба впаивается в фитинг, тройник или муфту, а если используете трубу “штаби”, то при использовании зачистки у Вас остается тот размер, который нужен для соединения с фитингами, т.к. зачистка настроена под размер пайки.
Конечно, многое вы узнаете собственно эмпирическим путем, но и от толковых советов мастеров кое-что уже прошедших в этом деле, не стоит отказываться. Предлагаем вам несколько неплохих видео материалов, которые смогут оказать вам немалую практическую пользу.
Как спаять трубы своими силами
Не совсем стандартная методика
Ниже представлен один из нетипичных способов, нестандартная пайка полипропилена, данный вариант используют в числе прочих профессионалы
Паяем полипропиленовые трубы
Современные ремонтные технологии и материалы позволяют собирать инженерные коммуникации своими руками, не прибегая к помощи специалистов. Очень легко найти обучающие ролики, которые наглядно показывают, как это сделать. Однако существуют некоторые тонкости, о которых лучше узнавать из подробных письменных обзоров. Разберем, например, как паять полипропиленовые трубы, как соблюсти все этапы технологии и не допустить самых распространенных ошибок при самостоятельном монтаже.
Предварительно полезно ознакомиться с техническими особенностями пропиленовых труб и узнать, как их термостойкость и тепловое удлинение могут повлиять на эксплуатацию собранного трубопровода. А уже с учетом подобных знаний выполнять монтаж магистрали.
Термостойкость и тепловое удлинение
Пропилен - прочный пластик, но он теряет свою устойчивость при определенных технических условиях. Материал лишается твердости, а значит, и формы, если температура теплоносителя поднимается до + 140 градусов. Однако, если взглянуть в технический паспорт, производители дают куда более скромные цифры. Они советуют выбирать пропиленовые трубы для монтажа той системы отопления, где температура теплоносителя не поднимается выше +95 градусов. Почему такая большая разница? Почему специалисты не рекомендуют использовать полипропилен для монтажа подающих теплотрасс?
Потому что при более высоких температурах описываемый материал меняет свои линейные размеры. При нагреве трубы сильно провисают, а возникающее в этом случае напряжение может привести к серьезным последствиям в виде опасных коммунальных аварий. Существуют некоторые приемы, позволяющие устранить подобные недостатки полипропилена.
Например, необходимо вместо простых пластиковых труб для монтажа системы отопления использовать армированные изделия. Они имеют коэффициент линейного удлинения в 5 раз меньший, чем у обычного пластика, поэтому собранный из них трубопровод способен выдержать давление в 5 раз большее.
Но даже в случае использования армированных труб необходимо устанавливать компенсаторы - специальные п-образные изгибы, собранные на прямых участках труб. При повышении температуры теплоносителя это позволит эластичным трубопроводам остаться прямыми за счет того, что П-образный отвод чуть сузится.
Обратите внимание! Собирая труб, лучше совмещать оба подхода и использовать армированные стекловолокном варианты с П-образными ответвлениями.
Армирование
Прежде чем паять описываемые трубы, необходимо узнать, какого вида полипропилен в них используется:
- Армированный стекловолокном.
- Армированный алюминием.
Паять своими руками легче первый вариант, а сварка в этом случае ничем не отличается от сварки обычного пластика. Трубы, армированные алюминием, предварительно необходимо обязательно зачистить. Для этого понадобится специальный инструмент в виде острого ножа - шейвер. Если используются черные трубы, где армирующий слой находится между двумя слоями пластика, для зачистки нужно взять торцеватель - узкий нож, который позволит выполнить зачистку со стороны торца.
Выбираем трубы для отопления
Выбрать материал для монтажа отопления на самом деле не так уж сложно. Современный рынок предлагает четыре варианта, и каждый имеет свою маркировку:
- Полипропилен под маркой PN 10 предназначен для сборки системы «теплый пол» и холодного водопровода.
- Марку РN 16 можно применять для проводки холодной воды и монтажа отопления, в котором теплоноситель циркулирует под низким рабочим давлением.
- Марка РN 20 - универсальный вариант, способный выдержать рабочее давление в 2 МПа и температуру теплоносителя +80 градусов.
- Марка РN 25 - армированная полипропиленовая труба, пригодная для монтажа отопления и систем горячего водоснабжения с температурой теплоносителя до +95 градусов.
Где брать паяльник?
Главный инструмент для пайки - паяльник, при помощи которого создаются герметичные швы. Его можно купить в магазине, одолжить у друзей или взять в аренду в специальных строительных компаниях. Так что в этом плане проблем не будет.
При покупке инструмента необходимо выбирать такой, который позволит выполнить все требуемые операции. Как правило, при сборке водопровода и отопления своими руками не нужно покупать навороченные модели с большим количеством насадок. Мощность паяльника влияет лишь на скорость его нагрева, но не на сам процесс, поэтому нет смысла переплачивать.
Обратите внимание! Недорогие модели имеют в комплекте 3 насадки для сбора пластиковых труб диаметром 20, 25 и 32 мм. Трубы именно такого диаметра используются для монтажа внутренней разводки коммуникаций.
Устройства для сварки полипропиленовых труб
Сварочный паяльник имеет довольно простую конструкцию. Главное в ней - подошва, оборудованная нагревательными элементами. Подошва оснащена отверстиями различного диаметра. На них можно фиксировать насадки, при помощи которых выполняется пайка труб. Температурой нагрева «руководит» терморегулятор, находящийся на корпусе.
При помощи него можно выставлять градусы. Их значения отмечены в инструкции, а таблица публикуется и в интернете. Выставлять температуру необходимо в зависимости от типа свариваемых материалов. Так, например, для пайки полиэтиленовых труб выбирается режим в 220 градусов, а полипропиленовых - 260 градусов.
Кроме паяльника во время работы могут понадобиться:
- Рулетка.
- Карандаш.
- Ножовка по металлу.
- Острый нож.
- Ножницы для резки полипропилена.
- Шейвер.
Технология работы паяльником

Технология сварки
Простейшая инструкция, подробно рассказывающая о том, как правильно паять полипропиленовые трубы, выглядит следующим образом:
- В комплектации сварочного аппарата есть специальная подставка. На нее ставится паяльник и включается в розетку. Но предварительно в отверстие паяльника вводится гильза.
- Подготавливаются концы полипропилена. Если он армирован стекловолокном, его обрабатывать не надо. Армированный алюминием материал придется подрезать, снимая фаску и нанося маркером риску. Это поможет проконтролировать глубину погружения трубы в муфту паяльника.
- Сначала отмеряем и отрезаем нужный отрезок, прибавив к нему 25 мм - именно они будут вставлены в фитинг при пайке.
- Когда паяльник нагреется до нужной температуры, вы услышите характерный звук. Тогда в насадку с одной стороны вставляется муфта, а с другой - подготовленная труба.
- Засекается время, указанное в таблице. Обычно на пайку уходит от 4-х до 10 секунд. В то время, пока муфта и труба стоят в паяльнике, их нельзя вращать и двигать. Нельзя их трогать и после того, как детали будут вынуты из паяльника. Набранная температура позволит выполнить герметичный шов.
Как видите, технология сварки полипропиленовых труб довольно проста. Необходимо лишь соблюдать определенные правила для выполнения швов.
Вот основные из них:
- Обязательно нужно снимать фаску. В противном случае можно при соединении задрать пластик, и шов не будет герметичным.
- Когда две детали соединяются между собой, их нельзя прокручивать.
- И фитинг, и трубу необходимо вставлять друг в друга до самого упора.
- Нельзя чистить насадку, находящуюся на включенном паяльнике. Расплавленный пластик лучше убирать грубой тканью, вытянув шнур из розетки.
Пайка электромуфтой
Паять своими руками полипропиленовые трубы можно, используя вместо паяльника электромуфту. В данном случае процесс еще больше упрощается, и практически вдвое возрастает производительность.
Пайка полипропиленовых труб своими рукам
Кромки армированных труб подготавливаются точно так же. При соединении деталей используются зажимы. Электромуфта подключается в сеть. К прибору прилагается таблица и инструкция о том, как выполнять пайку и какое время необходимо выдерживать. К телу муфты присоединяются электроды, а время нагрева выставляется в ручном режиме. На теле муфты есть монитор, где высвечивается информация о том, что время пайки окончено. Сварка выполняется качественно. Брак возможен только в одном случае - когда есть дефекты спиралей.
Пользоваться электромуфтой удобнее, чем паяльником:
- Во-первых, при помощи нее можно вдвое сократить время сборки трубопровода, не теряя при этом в его качестве.
- Во-вторых, при помощи муфты легче стыковать соединения, находящиеся в труднодоступных местах.
- В-третьих, описываемый аппарат дешевле, имеет более компактные размеры, и работать с ним удобнее. Недостаток один - варить трубы маленького диаметра при помощи электромуфты невозможно.
Обобщение по теме
Внимательно прочитав предложенный материал и посмотрев обучающее видео, вы легко сможете своими руками собрать трубопровод отопления, холодного и горячего водоснабжения. Тем более что теперь вы знаете, как паять полипропиленовые трубы. Нужно лишь учитывать все нюансы существующих технологий и строго соблюдать правила сварки.
Полимерные трубы для устройства отопительного водопровода используются уже не один десяток лет. Достоинств у них много, в том числе простота технологий соединения, которые получаются прочными и долговечными. Высокое качество соединения полимерных труб, а именно, герметичность стыков, обусловлено особенностями полимерного материала и технологией монтажа, основанной на этих особенностях. Процесс соединения фрагментов трубопровода отопления, который в обиходе называют пайкой или сваркой, технически доступен самостоятельному исполнению и не требует дорогостоящего инструмента. Поэтому монтаж пластиковых трубопроводов часто производят собственными силами, приобретая навыки пайки по ходу выполнения работ.
Чтобы эти навыки приобретались легче и с меньшими ошибками, рассмотрим процесс пайки полимерных изделий подробнее.
Из пластика изготавливаются следующие виды полимерных труб:
- полиэтиленовые (РЕ);
- из сшитого полиэтилена (РЕ-Х);
- полипропиленовые (РР);
- полибутеновые (РВ);
- из поливинилхлорида (аббревиатура кириллицей — ПВХ);
- стеклопластиковые;
- из металлопластика.
Из перечисленных материалов для монтажа отопительной системы пригодны полипропилен, сшитый полиэтилен, полиэтилен высокой термостойкости, полибутен и металлопластик. А из этих пяти термостойких видов материала лишь три можно соединять с помощью пайки.
Трубы под пайку для отопления:
- полипропиленовые (РВ);
- из полиэтилена повышенной термостойкости (PE-RT);
- полибутеновые (РВ).
Технология сварки этих видов трубных изделий имеет как общие для всех материалов составляющие, так и индивидуальные, присущие только одной разновидности, особенности.
Суть процесса и способы пайки полимерных труб
Сварка полимерных труб используется для соединения фрагментов трубопровода между собой, врезке в контур отопления запорной арматуры, измерительной, контролирующей и предохранительной аппаратуры. Соединение стыков этих составляющих системы отопления выполняется тремя способами, каждый из которых по сути технологии находится ближе к пайке или сварке, но для простоты может называться обоими терминами:
- диффузионный – способ соединения приложением усилия сдавливания при повышенной температуре без использования припоя (сварка);
- электрофитинговый – от диффузионного отличается только конструкцией фитингов и автоматизацией процесса (сварка);
- холодный – соединение фрагментов с использованием промежуточного вещества, припоя (пайка).
Первые два метода заключаются в проникновении молекул соединяемых поверхностей друг в друга при сжимающей нагрузке после разогрева их до определённой температуры, что характерно для сварки.
Холодный способ заключается в механической подготовке, очистке соединяемых поверхностей, нанесении на них сварочной массы и соединении изделий с кратковременной фиксацией в рабочем положении, необходимой для схватывания припоя – элемента процесса пайки.
Последний способ соединения отличается меньшей степенью надёжности, но удобен при монтаже фрагментов в труднодоступных местах.
Инструмент для соединения труб отопления из полимеров
Для каждого способа монтажа пластиковых трубных изделий существует определённый набор инструментов, основных и вспомогательных. Без некоторых из них, вспомогательных, можно обойтись, заменив их схожими по назначению.
Инструмент для диффузионного способа монтажа полимерных труб
Для выполнения диффузионного соединения трубной продукции из пластика также необходим комплект инструментов, каждый из которых предназначен для определённой операции. Рассмотрим эти приспособления, расположив в списке в сторону уменьшения степени значимости.
Сварочный аппарат для соединения пластиковых труб
Так называется специальное электрическое сварочное устройство, в обиходе более известное как трубный паяльник или утюг.
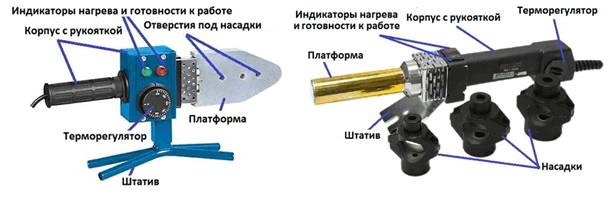
По форме корпуса и платформы паяльники подразделяются на мечевидные и цилиндрического исполнения, и дело не только в визуальном различии.
Аппараты мечевидного исполнения в бытовом применении распространены больше, так как устройство насадок на таких моделях отличается простотой, и цена инструмента в связи с этим ниже.
Паяльники с корпусом цилиндрической формы более компактны, конфигурация их насадок сложнее, а фиксация жёстче. Кроме того, рабочая температура цилиндрических утюгов стабильнее – её перепады между циклическими включениями и выключениями меньше по значению. Поэтому стоимость такого инструмента выше, и его используют в основном профессионалы.

Устройство трубного паяльника
Аппарат для пайки полимерных труб состоит из следующих элементов:
- корпус с рукояткой;
- литая платформа треугольной (мечевидной) или цилиндрической формы с возможностью крепления насадок;
- термоэлектронагреватель (ТЭН) внутри литой платформы;
- терморегулятор;
- покрытые тефлоном съёмные насадки под различные диаметры труб;
- индикаторные лампы нагрева и готовности инструмента к работе;
- штатив для установки на горизонтальной поверхности;
- электрический шнур питания.
Характеристики аппарата для сварки пластиковых труб
Основной параметр трубного паяльника – мощность, так как она определяет:
- наибольший диаметр свариваемых данным аппаратом полимерных труб;
- скорость нагрева утюга;
- производительность – как следствие предыдущих факторов.
Однако при покупке устройства для бытовых нужд не следует руководствоваться принципом «мощнее – лучше». В данном случае невостребованный избыток мощности – это излишние траты в виде более высокой стоимости устройства и не рационального расхода электроэнергии. Оптимальная мощность паяльника для бытовых нужд определяется простым расчётом: максимальный диаметр используемых труб в мм умножают на 10 и получают минимальное значение в ваттах, к которому нужно прибавить 10%. Например, для сварки полипропиленовых труб диаметром 40 мм нужен утюг минимальной мощности в 400 Вт. Если учесть, что в частном доме пластиковые трубы диаметром более 60 мм при устройстве отопления не используются, то для выполнения сварки оптимальной мощностью аппарата будет величина в 700 Вт.
Если же учитывать вероятность выполнения сторонних заказов, то необходимо приобретать более мощный утюг (1,5 – 1,8 кВт), с помощью которого можно выполнять соединение труб диаметром 100 мм и более.
Приблизительные величины мощности инструмента с привязкой к диаметру труб:

Таким образом, мощность сварочного аппарата и диаметры насадок к нему – взаимосвязанные факторы.
Важно! Приобретая к утюгу в наборе дополнительные насадки большего диаметра, необходимо делать это с привязкой к мощности инструмента.

Кроме диаметра, насадки характеризуются ещё и исполнением – величиной теплопроводности (выше – лучше), а также толщиной и качеством тефлонового покрытия. Визуально определить это невозможно, но поможет опыт использования утюгов другими мастерами – хорошо зарекомендовавшие себя модели среди профессионалов достаточно известны, при покупке необходимо только проконтролировать отсутствие механических повреждений тефлона. Что касается неофициального рейтинга стран-производителей трубных паяльников, то выглядит он так:
- Германия;
- Чехия;
- Россия;
- Турция;
- Китай.
Для профессионального использования лучше приобретать инструмент первых двух позиций, производительный и долговечный. Для эпизодического применения подойдёт китайская и турецкая продукция. Российские изделия находятся на границе между бытовой потребностью и профессиональным применением, и при правильном выборе мощности также прослужит долгие годы.
Ножницы для резки полимерных труб
Этот инструмент упрощённо называют трубными ножницами, труборезом или трубным резаком. Труборез обеспечивает быструю резку полимерных изделий без приложения значительных усилий, выполняя кромку реза без заусенцев, что упрощает подготовку трубы к сварке.
Существует 4 разновидности этого инструмента, перечисленные ниже в порядке возрастания сложности конструкции и стоимости:
- прецизионные ножницы с механизмом-трещоткой – простой и удобный в использовании инструмент, различающийся максимальным диаметром разрезаемых труб (до 42 и до 75 мм в диаметре);
- автоматический трубный резак в форме пистолета – сходный с предыдущим по принципу действия инструмент, но требующий приложения меньших усилий, универсальный для диаметров труб и удобный для резки-демонтажа зафиксированного на стене трубопровода одной рукой;
- роликовый труборез – очень удобное в применении приспособление, осуществляющее резку трубы прокатом её по дисковому лезвию;
- трубный резак-гильотина – инструмент с ручным или электрическим приводом, выполняющая резку зафиксированной в зажиме трубы.

Инструмент для зачистки пластиковых труб
Если предстоит сваривать полимерную трубу, армированную алюминиевой фольгой, то армирующий слой необходимо удалить, иначе монолитность сварочного стыка не будет достигнута и герметичность соединения будет близка к нулевой.
Инструмент для этой подготовительной процедуры называют шейвером, зачистной муфтой или по названию операции – зачисткой, и производится он для двух видов армирования.
Если армирование фольгой расположено близко к поверхности, то на срез трубы надевается шейвер другой модели, который при вращении своим расположенным внутри лезвием удаляет верхний слой изделия вместе с алюминием и торцует срез.

Если же армирование выполнено в толще стенки, то фольга на определённую глубину удаляется из паза расположения между полимерными слоями. Такая обработка стыка перед сваркой выполняется другим видом зачистной муфты.

Из остального инструмента, необходимого для сварки полимерных изделий, можно упомянуть мерную рулетку и маркер для нанесения мерных рисок.
Инструмент для электрофитингового монтажа пластиковых труб
Основным инструментом и одновременно деталью монтажа в этом случае является электрофитинг – один из соединительных элементов (муфта, отвод, тройник), внутри которого конструктивно присутствует электронагревательный элемент с выведенными наружу контактами. Поэтому описание инструмента одновременно является и краткой инструкцией по применению этого оборудования.
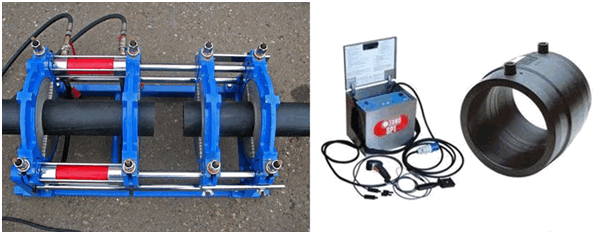
Соединяемые фрагменты вставляются в электрофитинг и фиксируются в специальном приспособлении, после чего на контакты фитинга подаётся через реле времени напряжение от специального сварочного аппарата. Нагрев элемента внутри электрофитинга вызывает расплавление полимера контактных поверхностей и прочное их соединение через фитинг.
Достоинство способа — простота технологии и высокая производительность монтажа, что важно при выполнении больших объёмов работ.
Недостаток – высокая стоимость аппарата сварки и электрофитингов соединения, что обуславливает непопулярность этого способа пайки в домашних условиях.

Сварка пластиковых труб холодным способом
Холодная пайка труб отопления из полимеров производится с применением специальной сварочной массы (припоя, клея). В состав припоя входят компоненты, размягчающие верхний слой материала контактных поверхностей склеиваемых деталей.
Поверхности труб очищают и обезжиривают, после чего подготавливают припой — в зависимости от консистенции исполнения, перемешивают или размягчают, разминая вручную.

Затем сварочная масса наносится на контактные поверхности, и изделия соединяются. Соединение фиксируется в рабочем положении приблизительно в течение полуминуты (срок фиксации указан в инструкции по применению), после чего стык отпускают, но окончательную прочность он наберёт по истечении суток.
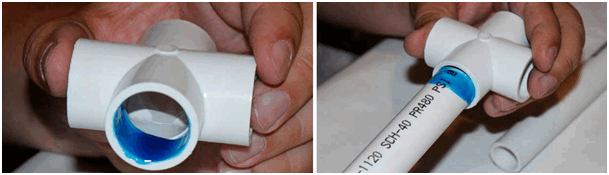
Соединение полимерных труб методом холодной сварки по прочности не уступает диффузионному методу, но имеет низкую термостойкость, поэтому не используется для отопления — только для монтажа систем холодного водоснабжения, что, естественно, является недостатком.
Достоинство – простота исполнения, не требующая приобретения специального электронагревательного инструмента.
Выполнение соединений полимерных теплопроводов
Рассмотрим технологию выполнения наиболее распространённого вида соединения пластиковых труб – диффузионной сварки, для чего распишем последовательность пайки труб отопления из полипропилена – в силу высоких характеристик широко востребованного сегодня полимерного материала.
Рулеткой отмеряют нужную длину трубы, и в месте реза маркером наносится риска. Трубными ножницами производится контрольный рез не нужного куска материала для проверки остроты инструмента и качества кромки реза. Затем труборезом отрезают нужный фрагмент, и торец трубы обрабатывают торцевателем – удаляются заусенцы, фольга и выполняется наружная фаска.
Важно! Линия реза трубы диаметром до 50 мм выполняется перпендикулярно оси трубы. При диаметре более 50 мм торец подрезается под углом в 35-40% для предотвращения смятия трубы при вставке в фитинг.
Выбирается нужный фитинг:
По истечении часа после паек трубопровод готов к эксплуатации.
Необходимые данные продолжительности термических процессов с привязкой к диаметру труб сведены в таблицу:

Важно! Табличные данные рассчитаны на температуру окружающей среды в +20 градусов. При более низких её значениях время нагрева, соответственно, увеличится – откорректировать его позволит одно пробное соединение.
Заключение
Сварка полипропиленовых труб отопления – операция не сложная, но ответственная. Ошибка в выполнении или небрежность чревата серьёзными последствиями даже при пробном пуске отопительной системы, поэтому выполнять её впервые лучше под руководством наставника – процесс выполнения имеет множество мелких нюансов, которые в отсутствие опыта могут быть не учтены.
Основная суть статьи
- Важно определиться с перечнем материалов изготовления пластиковых труб для отопления, соединение которых возможно при помощи пайки.
- Правильно выбрать инструмент – сэкономить на производстве монтажных работ.
- Соблюдение технологии сварки – залог высокого качества выполнения сварки и снижение степени вероятности аварийных ситуаций.
Из-за особенных климатических условий нашей страны очень трудно представить себе квартиру или дом без системы отопления. Пережить зиму без радиаторов или батарей очень тяжело. Поэтому данная статья, посвящённая монтажу системы отопления изполипропиленовых труб, будет очень актуальна, особенно впреддверии холодов. Почему вкачестве основного материала будем использовать полипропиленовый трубопровод, узнаете изследующего раздела статьи.
Нарынке строительных материалов вынайдете множество различных видов труб, металлических, пластиковых и т. п. Нонаибольшей популярностью пользуются полипропиленовые трубы. Использовать ихсоветуют нетолько обычные потребители, ноипрофессионалы своего дела.
Распространённость системы отопления изполипропиленовых труб напрямую связана сихположительными характеристиками:
- они экологически безопасны;
- прочны инадёжны;
- имеют долгий срок эксплуатации, трубы изполипропилена при правильном использовании могут прослужить до50 лет;
- трубы устойчивы квнешним воздействиям;
- неподвергаются коррозии;
- даже спустя продолжительное время трубы сохраняют свою внутреннюю поверхность гладкой, что позволят воде циркулировать быстро ибеспрепятственно;
- простоты вмонтаже;
- нетребуют сложной механической обработки;
- трубы изполипропилена имеют малый удельный вес;
- имеют относительно низкую стоимость.
Единственным недостатком монтажа отопления изполипропиленовых труб является то, что мастер должен обладать определённой оснасткой при пайке инавыками работы сосварочным аппаратом. Менее критическим недостатком можно назвать низкую огнеупорность полипропилена.
Если вырешили монтировать отопление полипропиленовыми трубами своими руками, топокупать аппарат для сварки необязательно, его можно взять варенду или попросить удрузей.
Как соединить полипропиленовые трубы? Основные способы
Для создания системы отопления изполипропиленовых труб своими руками нужно понимать, как можно ихсоединять. Существует несколько видов пайки, они делятся взависимости отразмера трубы.
Если трубопровод имеет диаметр до63мм, тогда его части соединяют 2 способами:
- потехнологии раструбной сварки;
- спомощью муфтовой сварки.
Первый способ наиболее простой. Говоря простым языком, принцип соединения следующий: один конец трубы входит вспециально расширенный конец другой.
Муфтовая пайка отопления полипропиленовыми трубами предполагает использование специальной детали— муфты, вкоторую входят две соединяемые части. Если для трубопровода предусмотрено соединение спомощью резьбы, тонужно применять специальные раструбные фитинги.
Трубы сбольшим диаметром можно паять «встык». Это считается наиболее надёжным способом крепления.

- ручной аппарат для сварки;
- трубы изполипропилена;
- нагревательный элемент— гильза;
- насадки разных диаметров;
- деревянная лопатка или ветошь.
Ручной аппарат для сварки подойдёт для соединения труб сдиаметром до40мм. Для более широких труб потребуется стационарная установка, которая осуществит предварительную центровку.
Чтобы передать инициирующее тепло полимерным элементам, нужна нагревательная гильза. Она расплавляет наружный ивнутренний слой раструба для того, чтобы получить расширенный участок трубы. Благодаря тому, что гильзы покрыты тефлоном, оплавляемый материал неприлипает кнагревательному элементу. Данные детали съёмные, поэтому ихможно легко убрать после работы.
Перед началом работ стационарный аппарат устанавливают так, чтобы онстоял неподвижно инераскачивался. Перед подключением все насадки устанавливают внего заранее. Для эффективного соединения мастеру посварке должно хватать свободного места, иначе могут возникнуть неточности вработе. Если сомневаетесь всвоих силах, лучше обратиться запомощью кпрофессионалу.
Специалисты советуют тщательно следить зарабочей поверхностью, очищая ееотоставшегося полипропилена. Снять его можно спомощью деревянной лопатки. Делать это нужно сразу, пока полимер неуспел затвердеть.
Особенности раструбной сварки
Монтаж полипропиленовых труб поданной технологии требует выполнения некоторых требований:
- резать трубы нужно под углом 90 градусов, желательно использовать для этого острый нож или ножницы;
- сармированных труб нужно заранее удалить металлическую оболочку;
- монтажные работы предполагают использование сварочного аппарата, поэтому приступать кпроцессу пайки нужно только вперчатках;
- далее нужно прогреть все насадки дотемпературы в260 градусов;
- соединять фитинги нужно быстро ичётко, контролируя процесс. Появление неравномерного шва или перекосов недопустимо.
- после пайки нужно дать шву затвердеть.
Требования кмонтажу отопления сполипропиленовыми трубами

- При работе нужно использовать материалы без загрязнений иполомок, поэтому при транспортировке ихранении нужно соблюдать все требования инормы. Ктомуже только чистые ипросушенные детали смогут создать воздухонепроницаемое игерметичное соединение.
- Полипропиленовый трубопровод нужно хранить всухом помещении, подальше ототкрытого огня.
- При перевозке нужно быть аккуратным иберечь трубы отмеханических воздействий.
- Качественная пайка труб возможна впомещении стемпературой неменее 5 градусов поЦельсию.
- При пайке труб обязательно нужно использовать соединительные детали.
- Нельзя самостоятельно нарезать резьбу, при соединении труб таким способом нужно использовать специальные фитинги.
- Надёжное соединение трубопровода будет обеспечено, если вовремя монтажа Выбудете пользоваться тефлоновой лентой илидругим видом уплотнительной ткани.
Монтаж ипайка отопления полипропиленовыми трубами: видео
Проектирование системы отопления
Чаще всего встречается отопление изполипропиленовых труб вчастном доме. Обычно самостоятельные монтажные работы начинаются спроектирования системы обогрева. Вдомах для установки котла предусматривают отдельное помещение, вквартирах его часто вешают накухне или вприхожей.
Планирование системы отопления— очень важный этап, откачества его выполнения зависит эффективность обогрева дома или квартиры вбудущем.
Впервую очередь составляется схема отопления изполипропиленовых труб. Нарисунке указывается количество радиаторов, места прохождения стен иколичество поворотов трубопровода. Система отопления должна быть спроектирована так, чтобы возвратная труба находилась науровне приёмного ввода котла. Если она будет находиться ниже него, тогда циркуляция воды будет затруднена. Далее посхематическому плану нужно рассчитать длину труб иколичество арматуры для соединения.
Монтаж отопительной системы может осуществляться поодной из2 схем:
- потехнологии верхнего разлива;
- посхеме нижнего разлива.
Первая система отопления основана насамотёке теплоносителя из-за разницы температур. Верхний разлив очень распространен вчастных домах икоттеджах, для его монтажа ненужно особенно тратиться ипокупать насос. Кроме того, эта схема наиболее простой инадежный вариант особенно для тех, кто планирует монтировать трубопровод самостоятельно.
Технология нижнего разлива более сложная. Она требует прогона воды поотопительному контуру принудительно. Достигается это засчёт специального насоса, встроенного всистему отопления. Несмотря надополнительные затраты, эта схема пользуется популярностью вмногоэтажных домах. Плюс ковсему для её устройства можно использовать трубы меньшего диаметра.
Помимо вышеописанной классификации систем отопления, выделяют одно- идвухтрубные схемы снижним ибоковым присоединением кбатареям или радиаторам.
Советы помонтажу отопительной системы изполипропиленовых труб
Нааппарат надевается насадка, она должна соответствовать диаметру трубы. Конец трубопровода совмещают снасадкой инагревают. Время нагрева зависит отразмера трубы, кпримеру, 20-ти миллиметровые трубы греют 5 секунд, трубы диаметром 63мм нужно держать 24 секунды.
После этой процедуры ихдетали нужно плотно прижать друг кдругу иподержать несколько секунд. Герметичное соединение получится после того, как детали остынут. Специалисты советуют контролировать процесс нагрева деталей, так как перегрев может спровоцировать появление спаек внутри трубы.
После всех монтажных работ поспайке рекомендуется проверить качество соединения. Для этого мастер должен организовать продув системы. Если вовремя проверки небудет обнаружено каких-либо препятствий, тоработы выполнены качественно, асварка— без спаек.
Вданной статье был описан процесс монтажа системы отопления изполипропиленовых труб. Следуя инструкции, высможете сделать все работы самостоятельно без привлечения специалистов.